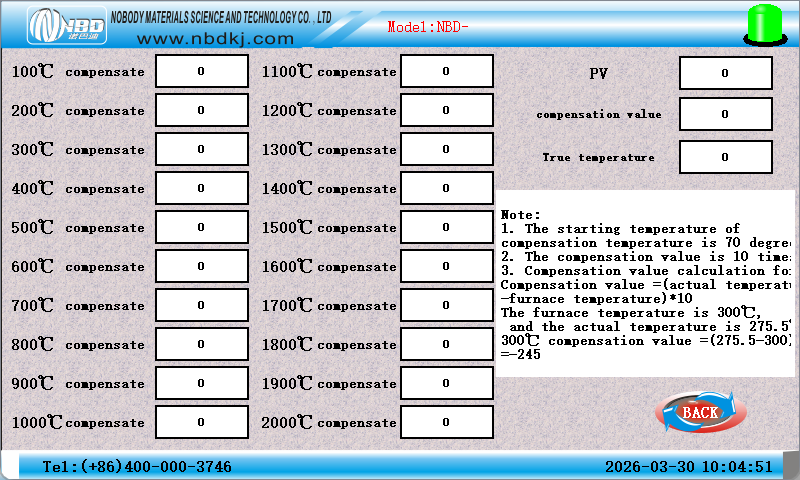
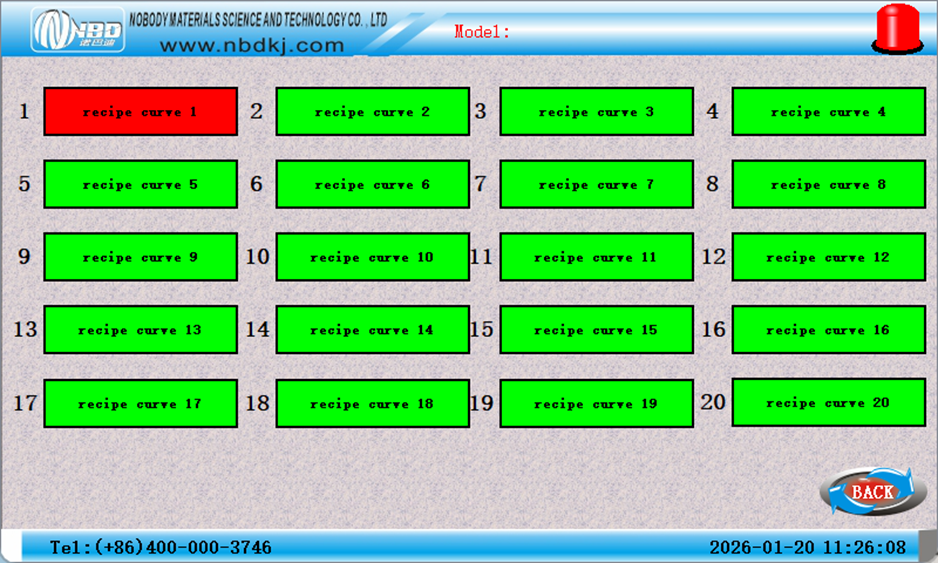
Main features and advantages 1. Rapid heating and cooling Efficient heating: High power heating elements such as halogen lamps or resistance heaters are used to quickly heat the sample to the desired temperature (up to 1200 ℃ or higher) within seconds to minutes, significantly reducing the heating time required for traditional heating furnaces. Rapid cooling: Equipped with an efficient cooling system (such as water-cooled jacket or forced air cooling), it can quickly reduce sample temperature, improve production efficiency, and reduce the impact of heat treatment on material structure. 2. Accurate temperature control PID intelligent temperature control system: provides high-precision temperature control, with a typical temperature fluctuation range of ± 1 ℃. It supports multiple program heating curve settings and adapts to complex process requirements. Real time monitoring: Use thermocouples or infrared thermometers to monitor the surface temperature of the sample in real time, ensuring uniform and consistent temperature distribution. 3. Atmosphere control Multiple atmosphere options: Supports various atmosphere conditions such as vacuum, inert gases (such as nitrogen and argon), reducing gases (such as hydrogen), etc., to meet the rapid heat treatment needs of different materials. Optional precise flow control system: By using a mass flow controller (MFC), the flow rate of the reaction gas is precisely adjusted to ensure optimal conditions for chemical reactions.
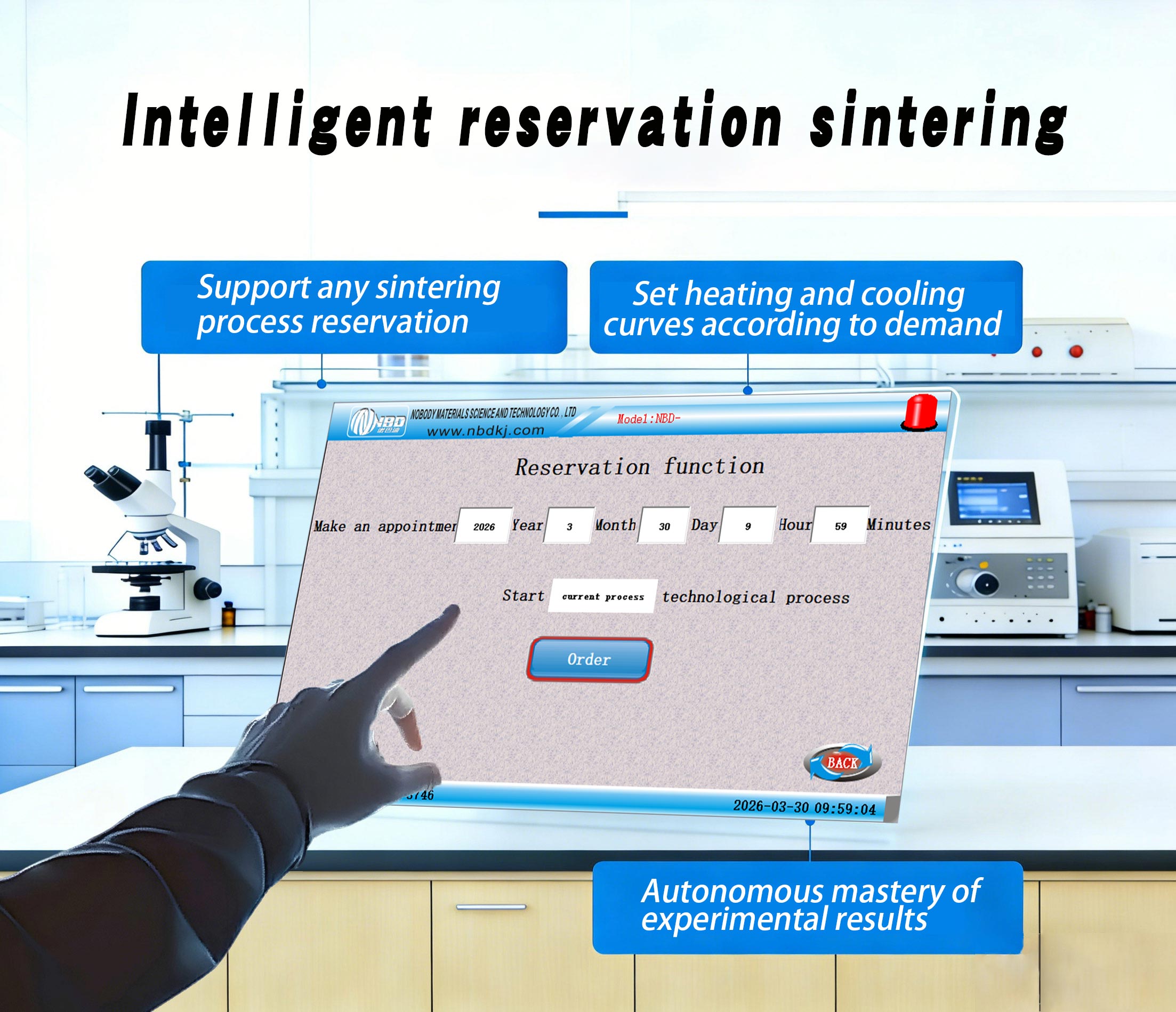
4. High degree of automation Automatic feeding and discharging system (optional): realizes continuous feeding and discharging of materials, reduces manual intervention, and improves production efficiency. Touch screen interface: an intuitive and user-friendly interface that facilitates users to input parameters, initiate testing, and view results. Data recording and analysis: Real time monitoring system, convenient for users to track the production process, and automatically record key parameters for subsequent data analysis and quality control. 5. Safety protection measures Over temperature protection device: When abnormal high temperature is detected, the system will automatically alarm and cut off the power supply to prevent equipment damage. Emergency stop button: Ensure the safety of the operator. Gas leakage alarm system: Ensure the safety of the experimental environment (if special atmosphere is required). |